平成28年度
研 究 報 告
目
次
.製品開発支援担当
高齢者用椅子開発のための 座 心地 に関す 研究
1
3D
プリンターによ 造形品質の向上
4
2.電子 情報担当
牛の発情検知システムの開発
8
.機械担当
難削性金属材料の効率的切削加工技術の研究
13
.金属担当
九州連携
CAE
研究会におけ 共通課題の解析と実験によ 検証
17
.工業化学担当
天然物由来の有機系ファイバーの調製及び応用に関す 研究
23
.食品産業担当
食品の機能性に関す 研究 抗酸化活性評価と加工方法によ 変動
28
食品の機能性に関す 研究 抗酸化活性の関与成分
33
難分解性素材を用いた醤油系調味料製造技術に いて
36
樽貯蔵麦焼酎の色調の変動に関す 研究
39
高 齢 者施 設 用木 製 椅子
強度
3次 元 計測 に 関す る 研究
(
第2報
)
兵 頭 敬一 郎* 嶋俊 朗**
*
製 品 開 発 支 援 担 当 **
工 業 化 学 担 当
Study on the strength and the three-dimensional measurement of the wooden chair
for the elderly facilities (the 1st report)
Keiichiro HYODO*
,Toshirou KITAJIMA
** *Product Design and Development Section
,**Industrial Chemistry Section
要 旨
高 齢 者 施 設 療 養 中 高 齢 者 , 寝 た を 防 た め に 日 中 椅 子 に て い る こ が 多 い . し し , 現 状 高
齢 者 施 設 用 木 製 椅 子 に 長 時 間 る , 心 地 が 悪 く , 痛 を 訴 え る 方 が 多 い .そ こ , 痛 原 因 を 明
ら に す る た め に エ ル ク ス 人 間 工 学 手 法 を 使 て , 既 製 木 製 椅 子 比 較 検 証 に 高 齢 者 心
地 を 評 価 す る . そ を 基 に 高 齢 者 に て 心 地 い 木 製 椅 子 を 実 際 に 設 計 し て 試 作 評 価 す る こ
安 全 安 楽 高 齢 者 用 木 製 椅 子 開 発 及 び 商 品 化 に る .
1. じ め に
当 研 究 , 第16回 地 域 資 源 活 用 商 品 創 出 支 援 事 業 産 学 官 共 同 研 究 開 発 事 業 に お け る 研 究 テ 安 全 安 楽
高 齢 者 施 設 用 木 製 椅 子 開 発 た め 心 地 に 関
す る 研 究 分 担 研 究 し て 実 施 す る .
当 事 業 共 同 研 究 体 , 中 津 市 内 家 具 小 売 業 を 営
中 津 家 具 株 式 会 社 を 代 表 者 し , 大 分 県 立 芸 術 文 化 短 期
大 学 , 大 分 県 立 護 科 学 大 学 , 大 分 県 産 業 科 学 技 術 セ ン
タ に る 産 学 官 組 織 す る .
研 究 分 担 内 容 し て 記 お .
中 津 家 具 株 式 会 社 : 市 場 調 査 , 既 存 木 製 椅 子 選 定 ,
椅 子 試 作 外 注 , 展 示 会 出 展 市 場 性 評 価 .
大 分 県 立 芸 術 文 化 短 期 大 学 : 要 求 品 質 に 基 く イ
ン 設 計 , モ ン グ .
大 分 県 立 護 科 学 大 学 : 生 体 , 心 理 計 測 解 析
心 地 評 価 .
産 業 科 学 技 術 セ ン タ : 部 材 接 合 試 験 , 家 具 強 度 試
験 外 注 , 既 存 椅 子 形 状 3 次 元 計 測 解 析 .
事 業 実 施 期 間 , 成27年11 10日 ~ 成29年11 9日 2年 間 あ る が , 単 年 度 研 究 契 約 に
基 ,当 セ ン タ 分 担 研 究 テ に い て 成28年4 1日 ~ 成29年3 24日 に 取 組 内 容 を 報 告 す
る .
2. 研 究 内 容
研 究 方 法 し て , 高 齢 者 施 設 に 導 入 さ て い る 既 存
椅 子 2 種 面 背 も た 形 状 を 中 心 に 3 次 元 計 測
形 状 比 較 を 行 う .
計 測 対 象 し て , 高 齢 者 施 設 に 導 入 さ て い る 2 種
椅 子 し , 既 存 椅 子 C , 既 存 椅 子 す る . Fig.1
2.1 3Dス キ ャ ナ に よ る 椅 子 3Dデ ー タ 化
3 次 元 形 状 計 測 , 次 元 技 術 研 究 会 が 所 有 す る3D
ス キ Artec Spider を 利 用 し , 椅 子 面 や 背 も
た 形 状 を ス キ ン し , 専 用 集 ソ フ ト Artec Studio に て 位 置 合 わ せ や イ 除 去 等 を 行 い ,stl
タ に 出 力 す る . 椅 子 面 が ビ ニ ル う に
滑 表 面 に 比 べ て , 織 物 系 表 面 場 合 ス キ ン 時
点 群 タ が 増 え る た め ,3 次 元 測 定 が 必 要 部 位 選 択 す る . ま た , 面 補 強 方 法 や 部 材 形 状 や 寸 法
を 確 認 す る . Fig.2 Fig.3
Fig.1 高 齢 者 施 設 に 導 入 さ て い る 既 存 椅 子
既 存 椅 子 既 存 椅 子 F
既 存 椅 子 D
2.2 3D-CAD 3 次 元 形 状 比 較
使 用 し た3Dス キ Artec Spider ,精 度 が 高 く , 作 業 範 が300mm程 度 を 想 定 し て い る 高 精 度 モ ル あ る . 椅 子 脚 部 う に 単 純 断 面 形 状 長 尺 部 材 場
合 ,位 置 合 わ せ が う ま く い 脚 部 形 状 タ が 変 形 す る 場 合 が あ る た め , 断 面 タ を をstl タ し て 保 存 す る .脚 部 上 部 断 面 タ を3D-CADソ フ ト 読 込 , 実 測 値 を 基 に ,CAD タ を 作 成 し , 面
や 背 面 ス キ ン タ 組 合 わ せ て イ ン 設 計
た め 基 礎 タ す る .
2.3 体 圧 分 布 測 定 と 骨 盤 傾 斜 角 度 測 定
中 津 市 内 高 齢 者 福 祉 施 設 調 査 協 力 同 意 が 得 ら
た 後 期 高 齢 者18 に 対 し て ,身 体 計 測 ,現 在 使 用 し て
い る 椅 子 心 地 に い て ア ン ト を 聞 取
行 い ,一 般 的 に 使 用 さ て い る 高 齢 者 施 設 用 椅 子 に30 分 間 着 中 体 圧 分 布 測 定 心 拍 測 定 心 理 反 応 評 価 ア
ン ト 支 援 を 行 た . ま た ル チ ン ト
バ イ ス Corpus イ ン タ ハ 株 式 会 社 製 を 腹 部 に 取 付 け 骨 盤 傾 斜 角 度 測 定 を 行 た . Fig.4
2.4 生 体 計 測 試 験 機 設 計
心 地 に い て 評 価 検 証 を 行 い , 最 適 椅
子 形 状 タ を 導 出 す た め に , 面 高 さ や 奥 行 ,
傾 , 背 も た 形 状 や 高 さ , 傾 , ひ 掛 け 高 さ や
傾 椅 子 形 状 を 細 く 調 整 る 生 体 計 測 試 験 機
を 設 計 し た .
2.5 試 作 品 製 作 と 評 価
高 齢 者 福 祉 施 設 調 査 や 観 察 に 基 い て 検 討 し た 商
品 企 画 や 仮 想 コ ン セ プ ト を 基 に , 外 部 イ ら 提
案 さ た 椅 子 イ ン 案 を 基 に ン バ 内 原 寸 モ
ル を 試 作 し 評 価 し た .
3. 研 究 結 果 及 び考 察
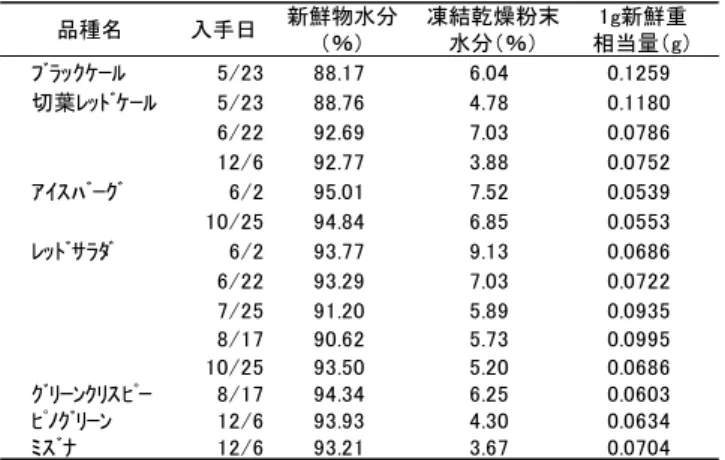
3.1 3Dス キ ャ ナ に よ る 椅 子 3Dデ ー タ 化 椅 子 背 や 表 面 素 材 が 織 物 系 場 合 , 点 群
タ が 多 く 容 量 が 大 く る た め , 集 ソ フ ト Artec
Studio ス キ ン タ 位 置 合 わ せ 後 に 容 量 を 減
ら しstl タ 出 力 し た . 次 に3DCADソ フ ト に 読 込 実 測 値 を 基 に フ ム を 造 形 し た タ 組 合 わ せ る
方 法 3D タ 化 を 試 た . 3.2 3D-CAD 3 次 元 形 状 比 較
既 存 椅 子 C 面 骨 盤 を サ ト す る た め に 後 方 を
盛 上 , さ ら に 緩 や に 前 傾 し た 形 状 て お ,
背 も た , 湾 曲 し た 無 垢 材 構 成 さ , 上 端 端
差 小 さ い . 既 存 椅 子 , 面 高 さ が460 既 存 椅 子 C に 比 べ て40mm高 く ,肘 掛 け ハ フ ア ム タ イ プ , 後 脚 一 体 化 さ て お ス タ ッ キ ン グ る う 設 計 さ
て い る . 面 後 方 周 辺 部 ら 中 央 部 に け て 矢 高
8mm 程 度 曲 形 状 , 前 方 に 行 く に 従 い 中 央 部
が 緩 や に 曲 形 状 て い る . ま た , 背 も た ,
背 中 形 状 に 合 わ せ て 矢 高 45mm 程 度 曲 形 状
て い る . 寸 法 重 量 比 較 に い てTable 1に 示 す.
項 目 既 存 椅 子 C 既 存 椅 子
幅 奥 行
高 さ 面 高 さ
面 有 効 奥 行 面 最 少 幅
面 最 大 幅
背 も た 端 ま 高 さ
背 も た 上 端 ま 高 さ 背 も た 最 少 幅
背 も た 最 大 幅 重 量
495 525 770 420 485 435 445 165 330 490 492 6602.5g 533 550 795 460 470 430 430 160 360 430 430 6235.0g
3.3 体 圧 分 布 と 骨 盤 傾 斜 角 度 測 定
調 査 協 力 同 意 が 得 ら た 後 期 高 齢 者 18 身 体 計 測 均 値 等 に い て Table 2 お , 当 研 究 開 発 高 齢 者 モ ル し て 設 定 す る こ し た .
Table 1 既 存 椅 子 寸 法 重 量 比 較
Fig.4 体 圧 分 布 測 定 骨 盤 傾 斜 角 度 測 定
Fig.2 椅 子 表 面 素 材 補 強 部 分
測 定 項 目 平 均 標 準 偏 差 最 小 値 最 大 値
年 齢(歳) 85.4 5.4 76 97
身 長 (cm) 148.8 6.7 138.0 160.0
体 重(kg) 48.3 7.5 32.6 60.0
BMI 21.8 2.9 16.2 26.1
下 腿 長(cm) 39.6 2.3 34 43
大 腿 長(cm) 39.6 3.7 29 44
臀 部 幅(cm) 33.3 2.5 29 38
肘 までの高 さ(cm) 16.8 4.4 9 25
面 体 圧 分 布 を 測 定 し た こ ,時 間 経 過 も に ,
両 坐 骨 骨 部 位 3点 に 圧 力 が 集 中 し て い る も が 多 く 見 ら た . ま た , 背 も た に 接 し て い る 位 置 測 定 し
た30分 間 を 通 し て ほ 変 化 く ,同 一 部 位 に 狭 い 範 接 し て い る も が 多 く , 一 点 集 中 圧 が て い る こ
が 多 い こ が わ た .
ま た , 骨 盤 傾 斜 角 度 に い て 計 測 し た 結 果 , 全 体 的 に
変 化 が 少 く ,最 も 変 化 量 が 少 い 方 0.9度 あ た . 最 も 変 化 量 が 多 い 方 20.4度 あ た が ,大 変 化 計 測 開 始 ら5分 間 起 こ ,5分 後 以 降 変 化 量 2.3
度 少 い こ が わ た .
こ ら こ ら , 調 査 し た 高 齢 者 着 姿 勢 を ほ
変 え に 30 分 間 け た こ 時 間 も に
両 坐 骨 骨 部 位 3点 に 圧 力 が 集 中 し た 考 え ら る .
3.4 生 体 計 測 試 験 機 設 計
心 地 に い て 評 価 検 証 を 行 い , 最 適 椅
子 形 状 を 導 出 す た め に , 板 背 板 に ア ス タ
を 天 地 逆 に 取 付 け て ネ 上 し 面 背 も た 形
状 を 3 次 元 調 整 る うFig.6 お 生 体 計 測 試 験 機 を 設 計 し た . ま た ,Fig.5 お 試 験 機 一 部 を 部 材 モ ル に て 調 整 る こ を 確 認 し た .
ひ 掛 け , 小 さ く 分 割 し た 部 材 に 長 穴 を 開 け た
ア ン グ ル 部 品 に 高 さ 傾 を 調 整 る う に し た .
3.5 試 作 品 製 作 と 評 価
高 齢 者 福 祉 施 設 調 査 や 観 察 に 基 い て 検 討 し た 商
品 企 画 や 仮 想 コ ン セ プ ト を 基 に , 外 部 イ に 依 頼
し た 5 種 イ ン 案 原 寸 モ ル を 試 作 し た .
ま た , 対 象 す る 高 齢 者 体 形 に 近 い 護 科 学 大 学
学 生 に 高 齢 者 体 験 ス を 着 用 し て も ら い , 試 作 し た 椅
子 モ ル 着 や 起 立 し や す さ 感 想 を 聞
が ら 体 圧 分 布 を 測 定 し 評 価 し た . Fig.7
4. ま と め
椅 子 表 面 素 材 が 織 物 系 場 合 に , 点 群 タ が 大
容 量 化 し 位 置 合 わ せ に 時 間 が た が , ソ フ ト 上
タ 軽 量 化 機 能 に 面 や 背 も た 部 材 3次 元
形 状 を3D タ 化 た .フ ム う に 単 純 断 面
形 状 ,写 真 や 実 測 値 を も に3D-CAD上 タ を 作 成 し , 面 や 背 も た 組 合 わ せ る こ 効 率 的 に 椅 子
3次 元 モ ル を 作 成 た .
県 内 社 会 福 祉 団 体 が 成30年4 に オ プ ン 予 定 有 料 老 人 ホ ム 概 要 を 伺 た こ , 高 齢 者 用 椅 子 を
数 十 脚 導 入 計 画 が あ る こ が わ た .
今 後 , こ ま 取 組 を 基 に 産 学 官 に て 開 発 を
進 め ,強 度 試 験 改 良 試 作 を 繰 返 し 行 い , 安 全 安 楽
高 齢 者 施 設 用 木 製 椅 子 商 品 化 高 齢 者 施 設 へ 導 入
を 目 標 に 取 組 を 続 し て い た い . Table 2 身 体 測 定 結 果
Fig.6 設 計 し た 生 体 計 測 試 験 機 図 面
Fig.5 生 体 計 測 試 験 機 部 材 モ ル 3D ン ン グ
3D
プ
ンタに
る造形品質
向上
第2報
船田 昌
製品開発支援担当
Improvement in modeling quality of exploiting 3D printer
The second report
Masashi FUNADA
Product Design and Development Section
要 旨
大分県産業科学技術センタ が企業を対象 した 3D プ ンタ利用サ ビスを提供するにあた ,利用者に必要 る基本
的 造形技術及び造形物 機械的性質に いて 続して蓄積を行 ている.本年度 ,昨年度に実施したセルフタッピング
引 抜 強度試験結果を活用した3D プ ンタ 造形物 引張強度 改善方法やインサ トネ 利活用に いて 検証
を行 た.加えて,一般ABS材料 3Dプ ンタ 造形物 接着性能 比較を行 た.
1. じ め に
セ ン タ が 保 有 す る 3D プ ン タ Stratasys FORTUS 360mc-s ,ABS樹 脂 を 材 料 す るFDM Fused Deposition
Modeling 熱 溶 解 積 層 法 方 式 あ る . 造 形 し た モ ル
を 試 作 品 し て 利 用 す る た め に , 強 度 機 械 的 性
能 を 把 握 し , 量 産 射 出 成 型 品 差 異 が あ る 場 合 ,
造 形 条 件 変 更 等 対 応 を 検 討 す る 必 要 が あ る .
成27年 度 に 実 施 し た 3Dプ ン タ に る 造 形 品 質
向 上 第 1 報 , セ ル フ タ ッ ピ ン グ ス 部
Fig.1 引 張 強 度 に い て ,3Dプ ン タ に る 造 形 物
汎 用 射 出 成 型 製 品 比 較 を 行 い , 造 形 条 件 設 定 パ
ラ タ 変 更 に 造 形 物 材 料 密 度 が 高 く , 引
張 強 度 が 増 加 す る こ が 確 認 さ た .
Fig.1 セ ル フ タ ッ ピ ン グ に る 締 結
今 年 度 ,こ 造 形 条 件 設 定 条 件 変 更 に る3Dプ
ン タ に る 造 形 物 引 張 強 度 へ 影 響 評 価 を 行 う
も に , 樹 脂 成 型 品 他 締 結 方 法 あ る イ ン サ ト
ッ ト 適 用 及 び 接 着 に る 接 合 に い て , 性 能 評 価 を
行 た .
2. 研 究 方 法
2.1 造 形 条 件 変 更 に よ る 引 張 強 度 評 価
成27年 度 形 状 研 究 に お い て ,3Dプ ン タ 造 形 条
件 設 定 う ,コ ン タ Contour: 外 郭 線 ル パ
ス 二 重 化 ,コ ン タ 間 隔 Air gap を 標 準 値 0mm
ら-0.0508mmに 変 更 し ,材 料 密 度 を 高 く す る こ 等 に
,セ ル フ タ ッ ピ ン グ ス 部 引 張 強 度 を0.45kN ら
1.53kN ま 性 能 を 改 善 す る こ が た .Fig.2 に 造 形
条 件 設 定 パ ラ タ 例 を 示 す .
本 実 験 こ 手 法 を 踏 襲 し , 隣 接 す る ラ ス タ
Raster: コ ン タ カ 内 側 返 し 構 成 さ
る ル パ ス 間 コ ン タ ラ ス タ 間 間 隔 設 定 値
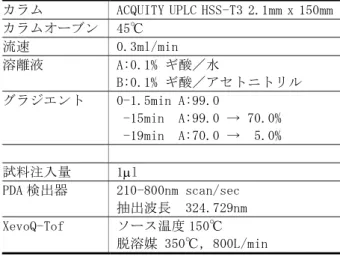
を イ ス 設 定 し て , プ ラ ス チ ッ ク 引 張 試 験 JIS K 7161-1,JIS K 7161-2 を 実 施 し た .Table 1に
造 形 条 件 及 び 試 験 条 件 を ,Fig.3に 引 張 せ 断 接 着 強 さ 試
験 機 及 び 試 験 片 を 示 す .
Fig.2 造 形 条 件 設 定 パ ラ タ 例
Table 1 造 形 条 件 及 び 試 験 条 件
造 形 ピ ッ チ 0.1778mm
内 部 構 造 Solid
Air gap 設 定 0,-0.0254,-0.0508
造 形 方 向 置 長 手 方 向 → Y 軸
引 張 試 験 機 株 島 津 製 作 所 製 AGS-J 試 験 片 JIS K 7161-2に る ボス部
Fig.3 引 張 せ 断 接 着 強 さ 試 験 機 及 び 試 験 片
2.2 接 合 強 度 確 認 イ ン サ ー ト ナ ッ ト 適 用 イ ン サ ト ッ ト , 金 属 製 雌 ネ を 埋 め 込 も
あ , タ ッ ピ ン グ 比 較 し て ネ 部 耐 久 性 が 優
て い る . 開 発 時 に ネ 取 外 し 頻 度 が 高 い 試 作 品
操 作 ス に ,3Dプ ン タ 造 形 物 を 用 い る 場 合
適 用 性 を 検 証 す る た め ,3Dプ ン タ 造 形 物 及 びABS樹
脂 ロ ッ ク に , て イ ン サ ト ッ ト を 加 熱 圧
入 し ,引 抜 力 測 定 を 行 た . Fig.4に イ ン サ ト ッ
ト 外 観 及 び 試 験 片 を ,Table 2に 造 形 条 件 及 び 試 験 条 件
を 示 す .3Dプ ン タ 造 形 し た ロ ッ ク , セ ル フ タ
ッ ピ ン グ 性 能 実 験 効 果 が 確 認 さ た コ ン タ 多 重
化 に い て 評 価 を 行 た .
Fig.4 イ ン サ ト ッ ト 外 観 及 び 試 験 片
Table 2 造 形 条 件 及 び 試 験 条 件
イ ン サ ト ッ ト 型 番UD-43001
3Dプ ン タ ロ ッ ク
25ェ14ェ30mm
造 形 ピ ッ チ :0.1778mm 内 部 構 造 :Solid
コ ン タ 数 : 一 重,二 重, 重
ABS樹 脂 ロ ッ ク 25ェ14ェ30mm 削 出 し 引 張 試 験 機 株 島 津 製 作 所 製 AGS-J
2.3 接 合 強 度 確 認 接 着 剤
3Dプ ン タ に る 造 形 物 及 びABS樹 脂 板 に 関 し て , 市
販 接 着 2種 類 を 用 いJIS規 程 試 験 片 を 作 成 し ,3D
プ ン タ 造 形 物 特 有 問 題 積 層 面 剥 が 等 確 認
を 目 的 し て , 引 張 せ 断 接 着 強 さ 試 験 を 行 た . Table 3に 使 用 し た 接 着 材 料 一 覧 を ,Table 4に 試
験 片 造 形 条 件 及 び 試 験 方 法 を ,Fig.5に 引 張 せ 断 接 着
強 さ 試 験 機 及 び 試 験 片 示 す .
Table 3 接 着 材 料 一 覧
接 着
ア ク ル 樹 脂 系 一 液
LOCTITE DPL-030
エ キ シ 樹 脂 系 二 液
(セ イ ン EP001N ※ 弾 性 接 着 タ イ プ
ABS 3D
Table 4 造 形 条 件 試 験 方 法
造 形 ピ ッ チ 0.1778mm 内 部 構 造 Solid
造 形 方 向 置 長 手 方 向 → Y 軸 引 張 試 験 機 株 島 津 製 作 所 製 AGS-J
試 験 方 法 引 張 せ 断 接 着 強 さ 試 験 JIS K 6850
Fig.5 引 張 せ 断 接 着 強 さ 試 験 機 及 び 試 験 片
3. 結 果 及 び 考 察
3.1 造 形 条 件 変 更 に よ る 引 張 強 度 評 価
Fig.6 に 引 張 試 験 片 造 形 条 件 Air gap 設 定 に
い て , 標 準 設 定 及 びAir gap -0.0254mm 作 成 し た 試 験 片 に る 引 張 試 験 ス ト ロ ク 試 験 力 曲 線 を 示 す .
一 定 ス ト ロ ク ま 試 験 力 比 例 , 以 後 試 験 力 ,
一 定 値 る .(-)Air gap , 降 伏 点 が 見 ら た .
Fig.6 引 張 試 験 ス ト ロ ク 試 験 力 曲 線
Table 5 に試験片 諸元測定結果を示す.Air
gap(-0.0254mm) 設 定 重 量 が6.9% 増 加 し ,試 験 片 密
度 が 増 加 し た こ が 確 認 さ た .
Table 6 に 引 張 試 験 結 果 を 示 す .Air gap(-0.0254mm)
設 定 , 標 準 設 定 比 較 し て , 引 張 強 さ 均
1088.1Nが1418.7Nに , 最 大 応 力 均 26.24MPaが
34.09MPaに 増 加 し , 造 形 条 件 変 更 材 料 密 度 増 加
に 伴 い 強 度 が 向 上 す る こ が 確 認 さ た .
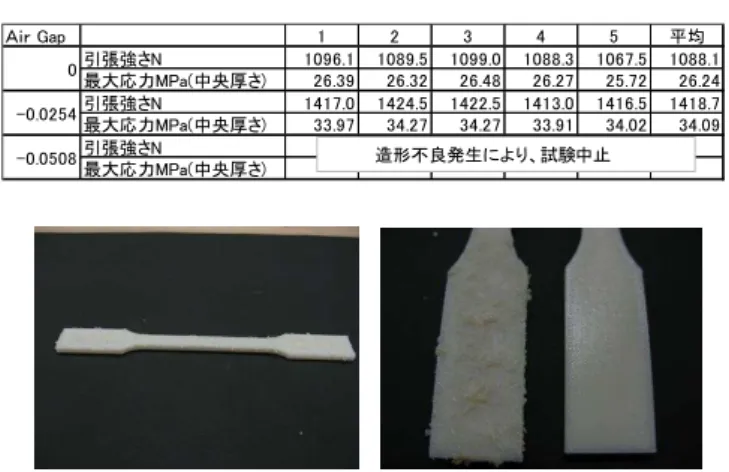
Air gap(-0.0508mm) 設 定 , 材 料 過 剰 供 給 が 原 因
推 測 さ る 造 形 不 良 発 生 Fig.7 が 確 認 さ た .
Table 6 引 張 試 験 結 果 各N=5
Fig.7 Air gap(-0.0508mm) 設 定 造 形 不 良
3.2 接 合 強 度 確 認 イ ン サ ー ト ナ ッ ト 適 用
Fig.8に ,3Dプ ン タ 造 形 ロ ッ ク コ ン タ : 一 重
及 び ABS 樹 脂 ロ ッ ク イ ン サ ト ッ ト ス ト ロ ク
試 験 力 引 抜 力 曲 線 を 示 す .
Fig.8 イ ン サ ト ッ ト ス ト ロ ク 試 験 力 曲 線
3Dプ ン タ 造 形 ロ ッ ク , ス ト ロ ク1.5mmま
試 験 力 増 加 し , 以 降 1.8mm ま 上 昇 緩 や に , そ 後 急 激 に 減 少 す る 波 形 た . こ ,
ッ ト 2 所 部 長 さ 1.5mm 1.9mm あ
, こ 部 分 接 触 抵 抗 が 試 験 力 関 わ て い る 考 え
ら る . こ 傾 向 他 コ ン タ 数 も 同 様 あ た .
ABS材 料 ロ ッ ク ,ス ト ロ ク1mmま 試 験 力
増 加 し ,1~2mmま 徐 々 に 減 少 す る 山 形 波 形 た .
Table 7に イ ン サ ト ッ ト 引 抜 試 験 結 果 N=3 を 示
す .3Dプ ン タ 造 形 物 最 大 引 張 力 均 値 ,1000N~
1091N ,コ ン タ 数 に 関 わ ら 同 程 度 値 た .
こ , 材 料 溶 け 込 に る ッ ト へ 材 料 流 入 に
, コ ン タ 数 影 響 が 少 く た こ が 要 因 考 え
ら る .ま た ,カ タ ロ グ 値 1471N 比 較 し て30% ほ
低 い 値 た が , プ ン タ 造 形 ロ ッ ク 積 層 構 造
影 響 が 要 因 し て 考 え ら る .
引 抜 力 , 均 1000N 程 度 を 示 し て お , 蓋 固 定
通 常 に 使 用 , 使 用 可 能 強 度 あ る 考 え ら
る .
ABS 材 料 ロ ッ ク , 最 大 引 張 力 均 値 608.2N
, プ ン タ 造 形 ロ ッ ク 低 い 結 果 た .
こ , 今 回 使 用 し た ABS 材 料 ッ ト 溶 け 込 後 に お い て ,溶 融 形 成 さ た 材 料 部 が,ス ト ロ
ク1.5mmま 損 傷 し た こ が 原 因 考 え ら る .
Table 7 イ ン サ ト ッ ト 引 抜 試 験 結 果(各N=3
3.3 接 合 強 度 確 認 接 着 剤
Fig.9 に ア ク ル 系 樹 脂 接 着 及 び エ キ シ 系 樹 脂 接
着 を 使 用 し た 引 張 せ 断 接 着 強 さ 試 験 ス ト ロ ク
試 験 力 引 抜 力 曲 線 各N=3 を 示 す .被 接 着 物 ,ABS
樹 脂 板 出 し 材 及 び3Dプ ン タ 造 形 物 あ る .
各 曲 線 , ス ト ロ ク 増 加 も に 試 験 力 ニ ア に
増 加 し 破 断 た .
Table 8に 引 張 せ 断 接 着 強 さ 試 験 結 果 各 N=3 を,
Fig.10及 びFig.11に 試 験 後 試 験 片 を 示 す .試 験 結 果 ,
モ ル 強 度 , 接 着 接 着 力 に る も ,3Dプ ン タ 造 形 物 特 有 問 題 積 層 面 剥 が 等 確 認 さ
た .
ア ク ル 樹 脂 系 接 着 ,3Dプ ン タ 造 形 物 接 着
Air Gap 1 2 3 4 5 平均
引張強さ 1096.1 1089.5 1099.0 1088.3 1067.5 1088.1 最大応力 Pa中央厚さ 26.39 26.32 26.48 26.27 25.72 26.24 引張強さ 1417.0 1424.5 1422.5 1413.0 1416.5 1418.7 最大応力 Pa中央厚さ 33.97 34.27 34.27 33.91 34.02 34.09 引張強さ
最大応力 Pa中央厚さ
0
-0.0254
が 確 認 さ た .ABS樹 脂 板 最 大 荷 重 均 1819N あ
,3Dプ ン タ 造 形 物 1541N 大 い 結 果 た
が ,3試 料 中 一 が 材 料 部 破 断 る 不 規 則 結 果
た .
エ キ シ 樹 脂 系 接 着 , 両 材 料 も 凝 集 破 壊 接
着 間 破 壊 あ ,最 大 荷 重 も500N程 度 ア ク ル 系 1/3 程 度 あ た . こ , 今 回 使 用 し た エ キ シ 樹
脂 系 接 着 が 弾 性 接 着 タ イ プ あ , 試 験 中 加 重 時
材 料 変 形 に る 部 材 剥 離 力 成 分 に 接 着 力 が 対 応
い こ が 原 因 考 え ら る .
い 組 合 わ せ に お い て も ,3Dプ ン タ 造 形 物 特
有 問 題 積 層 面 剥 が 等 確 認 さ た .
Fig.9 引 張 せ 断 接 着 強 さ 試 験
Table 8 引 張 せ 断 接 着 強 さ 試 験 結 果 各N=3
組 合わせ 最大荷重( 均) 破断形態
アク ル
3Dプ ンタ造形物
1541N 材料部破断
アク ル
ABS樹脂板
1819N 凝集破壊 接着 間破壊 2 材料部破断1
エ キシ
3Dプ ンタ造形物
530N 凝集破壊 接着 間破壊
エ キシ
ABS樹脂板
550N 凝集破壊 接着 間破壊
Fig.10 ア ク ル 系 接 着 試 験 片 試 験 後
左 :3Dモ ル 右 :ABSプ ト
Fig.11 エ キ シ 系 接 着 試 験 片 試 験 後
牛
発 情 検 知 シ ス テ ム
開 発
第
2
報
首 藤 高 徳
*
秋 本 恭 喜
*
倉 原 貴 美
**
松 井 英 徳
** *
電 子 情 報 担 当 **大 分 県 農 林 水 産 研 究 指 導 セ ン タ
Development of estrus detection system of cattle(2nd Report)
Takanori SHUTO*
Yasuki AKIMOTO*
Takami KURAHARA**
Hidenori MATSUI**
*Electronics and Information Technology Section **Oita Prefectural Agriculture, Forestry and
Fisheries Research Center
要 旨
昨 度 牛 乗 駕 行 動 に 着 目 し た 発 情 検 知 シ ス テ 開 発 を こ て い . 昨 度 乗 駕 時 圧 力 び 加 速
度 を 検 知 し て , 無 線 送 信 セ ン サ 端 を 試 作 し た . 本 度 牛 へ セ ン サ 保 持 性 を 高 た に , セ ン サ 型
軽 量 化 を こ た . ま た , セ ン サ ー タ を 収 集 記 録 た ロ を 作 成 し , セ ン サ ー タ 蓄 積 を 目 指 し た .
1. じめに
近 ,飼料 高騰,安価 輸入牛肉 頭,TPP 問題
, 畜 産農 家 を 巻 く環境 厳 しい状 況 あ ,経 営 効
率化 大 課題と てい .特に牛 繁殖農家 ,生
産性を高 た に,授精 た 的確 牛 発情 発見
不可 あ .し し,飼養頭数 多い場合や,深夜 発
情兆候を見極 ,農家にと て大 負担に てい
.Fig.1 に牛 繁殖 サイ ル を示 .分 娩後, 子宮 回復
し,2 度目 発情 時に人工授精を こ う 最も効率
い.牛 発情周期 均 21 日 あ た
(1)
,一度発情を
見 逃 と 発 情 ま 泌 乳 期 間 遅 て , 大 損 失 と
.
Fig. 1 牛 繁殖サイ ル
発情してい 牛 ,他 牛に乗駕さ たと に動 い
い ス タ ン ン 状 態 に . ま た , 動 活 発 に , 落
着 く とい た行動 を示 (2).し し,発情 夕暮
翌 早 朝 に け て 頻 繁 に た , 人 間 眼 け 発
情 を発 見 こ と 困 難 あ . した て , 発 情 発 見 を補
助 装置 必要 あ .
牛 行 動 量 変 化 発 情 を 知 シ ス テ 既
にあ ,正確性に け ことや,中 畜産農家 入
にコス ト 面 採 算 合 わ いと い た 問 題 あ .
そこ 、本 研究 安 価 正確 発情 検 知システ 開 発
を目指 .Fig.2にシステ ロッ 図を示 .牛 尻尾付
け根 辺 にセンサを 付け,そ センサ 情報を無線送
信し, 飼育者 ソ コン 情報を 信 .圧力 センサ
と加速度センサ 情報 ,乗駕 有無を 断 も あ
.昨 度 ,セン サ 試作 び大分県 農林水 産研究指
センター 実地試験を こ た.牛 尻尾にセンサ
付け可能 あ こと,センサ信号を無線 信 ことを
確認した ,3 日程度 センサ 牛 落 したた ,本
度 長 期 間 保 持 う 付 け 方 法 開 発 を 目 指 し
た . また ,セ ン サ 尻 尾 へ 保持 性 を高 た に, セン サ
型 軽 量 化 を こ た . 大 分 県 農 林 水 産 研 究 指 セ
ン タ ー シ ス テ 検 証 を こ た 結 果 に い て 報 告
.
Fig. 2 システ ロッ 図
2. センサ 作製
2.1 センサ 取り付け方法 検討
Fig.3 に昨 度 に試 作 した セ ン サ 写 真 を示 . 無 線
ュールとボタン電池,センサ回路,圧力センサを接続し,そ
を ース 塩ビ管 中に収 た構造 あ .センサ マ
ッ テー 牛 尻尾 に巻 付けて 付けた ,前述 し
法 に い て 様 々 検 討 し た . 粘 着 性 ル を 用 い 方 法
Fig.4(a) や , バン を用 い 方 法 Fig.4(b) を試 し
た , 方法 も保持 こと 困難 あ た.
Fig. 3 試作したセンサ 写真
(a) ース 内部 写真 (b)センサ 全体写真
Fig. 4 付け方法 検討
(a)粘着性 ル (b) バン
2.2 センサ 小型・軽量化
センサ 尻尾へ 保持性を高 た に,センサ 型
軽量化を こ た.ま 圧力センサ回路を変更した.Fig.5
に 回 路 変 更 前 後 回 路 図 と 荷 重 ‐ 電 圧 特 性 を示 .
回路も圧力センサFSRと ペ ン を用いて作製した.
回路 変更に 部品点数を少 く出来, ,消費電流を
さく こと 出来たた , ボタン電池一 3ヶ月以
稼 働 出 来 う に た . ま た , 荷 重 ‐ 電 圧 特 性 を比 較
と , 荷 重 に対 して 電 圧 変 化 大 く て , 感 度 大
く たこと わ .
Fig. 5 圧力センサ 回路図と荷重-電圧特性
回路 (a)変更前と(b)変更後
Fig.6 に回 路 を 変 更 した セ ン サ 写 真 を示 . 部 品 点 数
少 く たた , さ ースに収 こと 出来た. 変
更前後 センサ 大 さと重さ 比較をTable 1に示 .体
積 約 1/2,重さ 約 2/3 と , 型 軽量化出来たこと
Fig. 6 型 軽量化したセンサ 写真
(a) ース 内部 写真 (b)センサ 全体写真
Table 1 大 さと重さ 比較
前 後
大きさ (ケースのみ
直径35mm×77mm 体積:74cm
3
35×75×12(H)mm
体積:31.5cm
3
重さ (センサ全体
72g 45g
3. プログラム 開発
センサ タを収集 記録するため プログラムを作
成した.プログラム Excel VBAを用いて作成した.
Fig.7 プログラム 実行画面
Fig.7に ロ 実行 面を示 .センサ ID番号,
圧 力 セン サ値 , 加速 度セ ン サ値, 電 池 電圧 , 測定 時 刻 表
示 さ う に て い . ま た , 各 セ ン サ 値 と 測 定 時 刻
ータ 信 毎に表示 を更新 うに て い . 信し
た ータ 1日毎にCSV形式 自動保存さ .あ
圧 力 セ ン サ び加 速 度セ ンサ 値 にあ 閾 値 を設 定 し
て け ば , 閾 値 を超 え と に 乗 駕 検 知 回 数 ウン ト ッ
さ ,検知した時刻を表示 こと 出来 .
4. システム 検証
大 分 県 農 林 水 産 研 究 指 セ ン タ ー 畜 産 研 究 部 大 分 県
竹 田 市 久 住 にて , 開 発 し た 発 情 検 知 シ ス テ 検 証 試
験を こ た. Fig.8に試験環境 模式図と写真を示 .
セ ン サを 付け た 牛 を ッ に収 容 し, 実 際 に牛 乗 駕
した時にセンサ 検知 う 、 監視 映像とセ
ンサ ータ 検証した.
Fig.8 システ 検証試験 (a)模式図と(b)写真
Fig.9 牛に 付けたセンサ 写真
今 回 , 型 軽 量 化 したセ ン サ も 尻 尾 に 付 け た 翌 日
突いてい 様子 観察さ たことや、圧力センサ部分 引
て発見さ たこと 、尻尾に 付け と牛 興味
を持 て 触 て しま うこ と 推 測 さ , 尻 尾 に 付 け こ と
困難 あ と結 論した. そ た ,圧力セン サ部分 を除い
た も 加 速 度 セ ン サ を 別 途 用 意 し て 牛 首 に 装 着
し,センサ ータを収集した Fig.9 .
Fig.10 に首に 付けた加速度センサ 測定 ータを示
.発情日 乗駕行動 頻繁に観察さ た日 とそ 翌日
重力加速度 変化を示してい .X 軸加速度 牛 方
向,Y 軸加速度 牛 前後方向 あ .Fig.11 に特に乗駕
行動 多く観察さ た午前6時 午前8時ま 加速度
変化量を示 .加速度 2秒毎に測定して , フ
縦 軸 直前 加 速 度 値 変 化 を示 して い . 発 情
翌 日 3/4 に 比 て , 発 情 日 3/3 加 速 度 変 化 大
いこと わ .
Fig.10 発情日とそ 翌日 加速度センサ 測定 ータ
Fig.11 加速度 変化量 比較 午前6時 8時ま
Fig.12 加速度 変化 1G 以 と た回数を集計し
て,日毎に比較したも あ .3月2日 15時 ータ
を 始 たた ,発情日 前日 1 日分 ータ
い ,発情日 他 日に比 て大 加速度 変化
, 明 に 行 動 量 多 い こ と わ . 一 方 , 行 動 量
活 動 量 変 化 発 情 を 検 知 組 製 品 既 に
販 売 さ て い . そこ , 得 した 加 速 度セ ン サ 情 報
乗駕行動 有無,マウンテ ン スタン ン を特
定 検討した.3月3日 午前7時7分頃に加速度
センサ X軸及びY軸 1G以 変化を検知して ,
マウンテ ン 観察さ た時刻と一致した Fig.13 .こ こ
と , 加 速 度 セ ン サ 値 変 化 マ ウン テ ン を 検 知
可 能 性 あ . 一 方 , 首 を振 動 作 や 走 た と に
も1G以 変化 生 て ,マウンテ ン 動作と加速度
変 化 必 し も 一 致 わけ た . ま た , ス タ ン
ン 動作 加速度センサ 検知 出来 た.
Fig.12 加速度 変化 1G以 と た回数 集計
Fig.13 監視 映像と加速度 変化 時刻 一致
5. まとめ
牛 乗駕行動に着目した発情検知システ 開発を こ
た.牛へ センサ 保持性を高 た に,センサ
型 軽量化を こ た.また,センサ ータを収集 記録
た ロ を作成した. 型 軽量化したセンサ も
牛 尻尾へ保持 こと 困難 あ たた ,首に 付け
た 加 速 度 セ ン サ ー タ 乗 駕 を 検 知 こ と を 検 討 し
検知 可能性 あ こと わ た.
参考文献
(1) 酪農総合研究所 技術シ ー 発情発見 経営
要 1998
(2) 日産合成工業 酪農 豆知識 第70号 2012
Dynamometer Endmill
Holder
M/C table X
Y Z
Workpiece 1 Workpiece 2
難 削 性 金 属 材 料
削 加 工 技 術
高 度 化 に 関 す る 研 究
第
4
報
― コ テ ッ 超 硬 エ ン ル に る チ タ ン 合 金 効 率 的 削 加 工 技 術 開 発 ―
大 塚 裕 俊 水 江 宏 重 光 和 夫 橋 口 智 和 伊 释 拓 一 郎
機 械 担 当
Study on end milling difficult-to-machine alloys(the 4th report)
- High efficient machining with coated carbide endmills -Hirotoshi OHTSUKA・Hiroshi MIZUE・Kazuo SHIGEMITSU・Tomokazu HASHIGUCHI・Takuichiro INO
Mechanics Engineering Group
要 旨
難 削 性 金 属 材 料 削 加 工 技 術 高 度 化 た め , エ ン ル 刃 形 状 を 変 化 さ せ た 不 等 エ
ン ル を 用 い て , チ タ ン 合 金(TI-6AL-4V) 削 加 工 実 験 を 行 た 結 果 , 通 常 エ ン ル に 比 較 し て 不 等 エ ン ル 削 距 離 が 伸 び る 結 果 が 示 さ た . ま た , 加 工 条 件 厳 し い 波 形 工 具 パ ス
に る 削 加 工 実 験 を 行 た 結 果 , 急 峻 削 抵 抗 増 減 を 多 く 伴 う 工 具 パ ス 方 が チ タ ン 合 金
TI-6AL-4V 工 具 命 が 大 幅 に 減 少 す る こ が わ た .
1. じめに
近 年 , 航 空 機 産 業 省 エ ネ ル 化 要 求 に 伴 い ,
機体 軽 量化 強 度保 持 を 同時 に実 現 る う 素
材が 求め ら る も に , 形 状等 をも 加 工除 去率
大 い 複雑 形状 部品 加 工 が必 要 てい る .
も 航 空 機 骨 組 を 支 え る 構 造 材 や 高 温 に
るエ ン ン部 品等 , 現在 多 用さ る 代表 的 金属 材料
チ タン 合金 ,ニ ッ ル合 金 等 難 削性 材料 さ て
お ,そ 削加 工 , エ ン ル 工 具 命が
短く 加工 面品 質 保持 が難 し い等 問 題が ある .し たが
て ,航 空機 産業 等 こ ら需 要が ます ます 大 く
る難 削材 削加 工技 術を , コス トに 見合 た 技術 し
て確 立す るこ 重要 課 題 て いる .
そ こ 今 回 , チ タ ン 合 金 を 対 象 し て , コ テ ッ
超 硬エ ン ル 工具 不 等 エ ン ル を含
を加 工実 験に 適用 する .ま た 加工 形状 し て ,実 際
部品 加工 を想 定し た, 工具 に て負 荷 大 波 型パ
ス グ グ バス 等 非直 線 状工 具パ ス に る 削加
工を 実施 する .
本 研 究 , 被 削 材 加 工 効 率 向 上 手 段 し て ,
一刃 に 角を 変化 さ せた 不等 エ ン ル
を適 用す る. 前回 ス テン ス加 工 有効 性が 確 めら
た 本工 具を 用い て通 常 エ ン ル 比 較試 験を 行い ,
工具 命 向上 に いて 有 効 性を 検討 する .ま た, 工具
命 に 影 響 を 与 え る 削 抵 抗 変 動 に 注 目 し て 波 型 パ
ス グ グ バス 等に る 工 具 命 比較 実験 を行 い,
工具 命 向上 た め 工具 パ ス設 計 要点 に いて 検討
する .
さ ら に , 得 ら た 知 見 を も に 工 具 パ ス や 加 工 条 件
を適 に 与え てチ タン 合金 を 削 加工 し, 複雑 形状 部品
を製 作し 形状 精度 等 評価 を 行う .
2. 実験装置と方法
2.1 切削 工具 と 被削 材
工具 し て , 角 が交 互 に 43ま 46ま ある 直
径 8mm,4 枚 刃 (Ti, Al)N コ ティ ング さ た超 硬ス
ト ト エン ル 不等 :Fig.2 を 用い る A
社 製 : 以 エ ン ル(A) . そ 比 較 対 照 用 し て , 角 が す べ て 45ま 超 硬 ス ト ト エ ン ル を 用 い る A 社 製 : 以 エ ン ル(B) . 工 具 母 材 超 微 粒 子 超 硬 合 金 あ る . お 被 削 材 チ タ ン 合 金 Ti-6Al-4V を用 いる .
2.2 実験 装置 と 手順
Fig.1 に 用い る実 験装 置 概 略を 示す .上 記 材料
ら作 製し た被 削 材 1,2 を 立 形 シニ ング セン タ(MC) テ ル 上に 取 付け る. 被 削材1 工具 命 試験 に 用 いら , 被削 材2 3成 分工 具動 力計 上に 保持 さ 削 抵抗 測 定に 用い ら る.
削 抵抗 測 定 Table 1 右 Rd ,Ad に 示さ る
う に, 被削 材に い てエ ン ル 軸方 向 径方 向に
一定 込 量を 与え て直 線 端面 削 に 行 う. 工具
命 試験 標 準 削条 件 もTable 1左 に示 す. 刃や く 外 観に い て も 適 宜に 観察 する .
2.3 実験 条件
工 具 命 試 験 に 用 い る 削 条 件 を Table 1 左 に 示 す . こ 条 件 Fig.3(a)(b)(c)に 示 す 工 具 パ ス を 用 い て 端
面 削を 繰 返し 行う が, あ る 削距 離 に 削 抵抗
測 定 刃や く 観察 を行 う. 削 抵抗 測
定 Table 1右に 示す 直 線 削に る 削 条件 に て
行う .
Table 1 Cutting conditions for experiments
Experiment Cutting conditions
Tool wear experiment (Workpiece1)
Cutting force Measurement (Workpiece2)
Cutting speed V m/min
(Spindlespeed) S min 1
75 3000
75 3000
Feed per tooth fz mm/tooth
0.06
(Wave shape & Zigzag) 0.06 (straight)
Cutting direction Down cut Down cut
Free length of tool mm 24 24
Tool runout ≦ 6μm ≦ 6μm
Radial depth of cut Rd mm
0.4 (Standard)
0.4 (Constant)
Axial depth of cut Ad
mm
8 8
Workpiece Ti-6Al-4V Ti-6Al-4V
Coolant Dry air Dry air
Table 2 Coated carbide endmills (φ8mm, 4 flutes) used for experiments
Manufacturer
Cutting edge
Company A (commercial
product)
Diameter Corner R
Variable helix endmill
Endmill(A)
43°, 46° 8mm 1mm
Normal endmill
Endmill(B)
45° 8mm 0mm
Fig.2 Variable helix endmill (Endmill(A))
Fig.3 Tool paths used for tool wear experiment
Fig.4 Measured cutting force using 3 tool paths (Endmill(A) Workpiece: TI-6AL-4V)
以上 工 具パ スを エン ル(A)(B) 組 合わ せ た 4 通 工具 命 試験 を行 う. 実 験 (B)-(a), (A)-(a),
(A)-(b), (A)-(c) 4 ス する. 波 形
パス に る不 等 エン ル 通 常エ ン ル
工 具 命 比 較 が 可 能 る . 工 具 パ ス
(a)(b)(c)に る 工具 命 比較 が可 能 る .Table 2
Fig.2にエ ン ル 角 外 観を 示す .
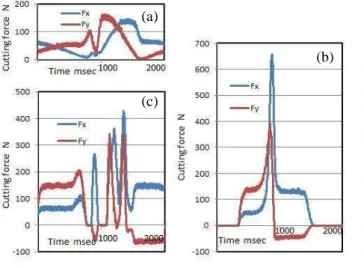
工 具 へ 負 荷 を 事 前 把 握 す る た め 測 定 し た 工 具 パ ス
(a)(b)(c)に る 削 抵抗 を Fig.4 に 示す .い も工
具 パ ス 部 削 抵 抗 が 増 加 し て い る が ,(b) 1
回,(c) 3 回 急 峻 削抵 抗 増加 が生 て いる .
そ 最大 値 (b)が最 も大 い.
3. 実験結果と考察
3.1 工具 摩耗 ・ 切削 抵抗 ・ 切り くず 変 化
チ タ ン 合 金 TI-6AL-4V 航 空 機 構 造 材 料 等 広 く 利 用さ て いる .本 研究 , ま エン ル(A)(B)を用 いて 波形 工具 パス に る 削 加工 を行 い, 工具 命 等に
い て比 較評 価を 行 た 実 験 .
不 等 エ ン ル(A) 結 果 実 験 に い て
(a) Side edge (b) Bottom edge
(a) ↓
←(b)
46
°
43
°
110
°
(a) (b) (c)(a)Wave shape (b) Zigzag (c)Zigzag + small R Radius1=9.0mm Radius2=4.0mm R1 R2 1 path= 14.1mm 1 path= 14.1mm Small radius= 2.0, 1.0, 0.3mm
,Fig.4 に 見ら る う に , 削距 離 増大 もに 工具 摩耗 が次 第に 進展 し, 削距 離 180m 工 具 命
た. 工具 摩耗 特 徴 , 刃 端形 状が 逃 面
すく い面 を含 めて 面取 状 に 鈍化 して いく う に 細 い
チッ ピン グが 起こ 摩 耗が 進 行し てい く点 あ る. そし
て 削距 離 も に, 被削 材 溶 着が 発生 し 刃 全面
にわ た 摩耗 やチ ッピ ング が 大 く た .そ して 最後
刃 が 赤熱 して 工具 命 を 迎え た.
ま た 削 抵 抗 測 定 値 に い て , 削 距 離 も
に被 削材 に対 する 法線 方向 成 分 Fx が 他成 分 比べ て 削距 離 も にゆ るや に 増 大し たが ,工 具 命に 近
く に 急 激 に 増 大 し て い た Fig.7 . く 形 状に い て ,新 品工 具時 光沢 あ る細 い カ ル 形状
を呈 する が, 削 距離 増 大 もに ,徐 々に く
が千 めた .さ らに 削距 離30mを 過 る
く が細 く 千 る う に ,工 具 命時 に
く さ らに 細 い破 断や し もに 粉状 く
が 増大 した Fig.6 .
Fig.5 Photographs of cutting edge
(expriment Endmill(A) Workpiece: Ti-6Al-4V)
Fig.6 Photographs of chip
(expriment Endmill(A) Workpiece: Ti-6Al-4V)
通 常 エ ン ル(B) に い て 同 条 件 実 験 し た が 実験 , 削抵 抗 測 定値 法 線方 向成 分 F x
に いて , 削 距離 増 大 もに ほ 同様 変 化が
見ら た . 削距 離に い て ,Fig.8 結果 ら
不 等 エ ン ル(A) 削 距 離 が 通 常 エ ン
ル(B) も20%程度 伸び て いる こ がわ る .
3.2 工具 パス に よる 工具 命 比較
続 い て , エ ン ル(A)(B) を 用 い て チ タ ン 合 金
TI-6AL-4V 波 型 パ ス グ グ バ ス 等 非 直 線 状 工 具 パ
ス に る 削加 工を 行い , 工具 命 等に い て比 較評
価を 行 た 実験 .
実 験 も , 工 具 摩 耗 削 抵 抗 く
もに 工具 命 に至 るま ほ 同様 変 化を 示し た. た
し 削距 離に い て ,Fig.8 に示 す お >
> 結果 た .こ に ,工 具パ ス 部
急 峻 削 抵抗 増 加が 削距 離に 大 く影 響し てい
るこ が わ る. わけ 急 峻 削 抵抗 増 加箇 所が
多い スほ 削距 離が 著 しく 減少 して お ,工 具
命へ 影 響が 大 いこ が わ る .
Fig.7 Relation between cutting length and cutting force(expriment Endmill(A) Workpiece: TI-6AL-4V)
Fig.8 Cutting length in each experiment( ~ )
0m
80m
150m
1mm
0m
180m
60m
120m
4. 薄肉形状部品加工へ 適用
4.1 加 工 象 形 状と 切削 加 工
ロ ン 用に 設計 さ たプ ロ ペラ 形状 1/2モ ル を 加 工 対 象 す る プ ロ ペ ラ 半 径=200mm . プ ロ ペ ラ 断 面 最大 厚部 分が 2mm 程 度 薄 翼型 あ , 典型 的 薄板 曲面 形状 をも 難 加工 部 品 ある .薄 板形 状 高精
度加 工 , 被削 材 剛性 が 低 して そ 効率 的 削
加工 法 実現 が課 題 る た め, 適 薄 板曲 面形 状
高精 度加 工法 を見 出し て加 工 し け ら い .
今 回 立 形 シ ニ ン グ セ ン タ(MC)を 用 い て , 決 定 さ た プロ ペラ 形状 を3 次元 直 彫 に チ タン 合金
(TI-6AL-4V) ロ ッ ク 材 ら 削 加 工 に 試 作 し た .
お粗 加工 加工 条件 に い て ,前 章 得ら た 工具
命 に関 する 知見 を利 用し て 適 に決 定し た . 4.2 結 果と 考 察
試 作 品 削 出 し 加 工 , チ タ ン 合 金 ロ ッ ク
材中 に薄 肉 繋が た 状態 製品 を削 出 し加 工 残し ,
後工 程 輪郭 をワ イヤ 放電 加 工に 出し て完 成さ
せる 方法 を取 た 結果 ,エ ン ル工 具 選定 や段 取
工 夫に ,最 終的 に ス ム 高速 高 精度 加
工が 実現 るこ が わ た . お 比較 た めア ル
合金 も 試作 した . シニ ン グセ ンタ に る 削加 工状
況をFig.9に ,完 成し た試 作 品をFig.10に 示 す. ま た , プ ロ ペ ラ 形 状 形 状 精 度 を 3 次 元 測 定 機 を 用 いて 測定 し, 曲面 上 各点 垂直 方向 高さ を設 計値 片
持 梁 モ ル 撓 量 補 正 比 較 し た 誤 差 を
Fig.11 に 示 す . こ に , チ タ ン 合 金 ア ル
合金 場 合に 比べ て誤 差 大 さ が局 所的 に 大 く
てい るこ が わ る. 削 出 し加 工 前工 程 終了 後に
ロ ック 材に 歪 が見 ら た こ ら , 削工 程に おけ
る熱 歪 が最 終的 製 品形 状 に影 響し た 推察 さ る.
Fig.11 Shape error(Z direction) of the propeller
5. おわりに
不等 エ ン ル 等に るチ タン 合金 TI-6AL-4V
削加 工に おい て, 波型 パ ス グ グ バス 等 非直
線状 工具 パス 加 工条 件が 工 具 命に 与え る影 響や 実際
薄 肉形 状加 工に い て検 討 を行 い, 次 結果 を得 た. (1) 不等 エ ン ル に る チタ ン合 金 TI-6AL-4V
波 型パ ス 削加 工 ,標 準 削条 件に おい て
削距 離 180m , 比 較し た通 常 エン ル
削 距離 に対 して20% 程 度工 具 命が 延び た. (2) 不等 エ ン ル に る チタ ン合 金 TI-6AL-4V
波 型パ ス グ グ バス 等 に る 削 加工 ,
急峻 削 抵抗 増 加 箇所 が 多い ス ほ 削 距
離が 著し く 減少 し, 工 具 命 へ 影響 が 大 いこ
がわ た.
(3) 薄肉 形状 部品(プ ロペ ラ) 加 工を ,エ ン ル 削
出し 放 電 加工 を組 合わ せ た高 速 高 精度 加 工
法に 実施 した .チ タン 合 金TI-6AL-4V 削 工程 にお け る熱 歪 に る 形 状誤 差が 生 て お ,
加工 法に さら る 改善 が必 要 あ る.
追 記
本研 究 , 成 28年 度 九 州各 県工 業系 公設 試連 携 研究 一 環 して 実施 さ ま した .
九州連携CAE研究会における共通課題
解析
実験に
る検証
―構造物 周波数応答 熱応力解析に関する調査―
清水慎吾
*
宮城 昭
*
橋口智和
** *
金属担当 **機械担当
Verification and experiment of the CAE example in CAE study group of Kyushu
―Research of thermal stress and frequency response of structure―
Shingo SHIMIZU* Tomoaki MIYAGI* Tomokazu HASHIGUCHI** *Metallurgy Section **Machinery Section
要 旨
九州連携CAE研究会 ,共通解析課題 構造物 周波数応答 熱応力解析 を共通課題 して解析を行
た. 構造物 周波数応答 において ,拘束フ 構造物における固有値 ,一定 加速度を所定 周波数範
与える振動試験時 変形に いて,解析 実験 比較を行 た.そ 結果モ ル解析 ,測定さ た実験値 解析
値 近い値 るこ が確認さ た.また振動試験時 構造物 変形量 ,モ ル 減衰を考慮するこ ,大 変
形を生 る イント 高速度カ ラに る測定値に近い傾向 解析値が得ら た. 熱応力解析 に いて ,時刻
歴解析 ,定常伝熱における最大主応力を大 く上回る最大主応力が生 るこ が確認さ た.
1. じめに
CAE Computer aided engineering 略称 あ ,
コ ン ピ ュ タ 上 構 造 物 に 対 す る 荷 重 や 熱 い た 諸 現
象 影 響 を シ ュ シ ョ ン す る 技 術 や そ ル を 指
す.近年 も く において,CAE解析 コスト削減
目的 ら,製品設計や品質管理に欠 せ い技術 して
確立さ ている.九州 沖縄及び周辺 各県公設試 ,
九州地方知事会 九州連携CAE研究会 して,こ
ま に構造 伝熱 流体 固有値等 様々 解析課題に
いて各公設試 有するCAE解析ソフトに る解析を実施し,
そ 結果 比較検討を行 て た.本テ 構造物
周波数応答解析に いて解析 実験に る検証を行 た.
また,構造物 熱応力解析に いて 調査を行 た.
2. 構造物 周波数応答解析
構 造 物 設 計 静 的 荷 重 に 対 す る 耐 荷 重 性 ら
,周波数応答や固有値 い た振動に関する評価も重要
ある.機械部品において 音や疲労破壊,建築物や設
置 機 器 う 構 造 物 に い て 共 振 に る 過 大 応 力
発生 ,振動 様々 問題 要因 うる ら あ
る.国内 も近年頻発する震災 影響に ,耐震性に
いて大 く注目さ る うに ,こ ま 耐震性能に関
する評価を行 てこ た製品が評価を要求さ た ,
従来基準以上 耐震性を求めら た する スがある.
今後もそ 傾向 続くこ が予想さ るが,製品 耐震性
を実験 評価するに 大掛 試験機が必要 あ ,ま
た 一 品 も あ て も 販 売 す る 製 品 別 に 実 験 用 製
品を準備する必要がある等,企業に て大 コスト負
担を求めら ている.そ ため設計段階における,事前
耐震性評価がニ して存在する.センタ 所有す
る CAEソフト ANSYS を用いるこ ,構造物 固有値
変形形状を算出する モ ル解析 に加え,実際に所
定 周波数 境界条件を与えた場合 応力 変位等 値を
求める 周波数応答解析 を行うこ が可能 ある.そ
ら 信頼性を向上させ,振動設計 事前評価体制を構築す
るこ 県内企業へ 支援に有効 ある.今回 そ モ
ル解析 周波数応答解析に いて,実験 合わせた解析
に る評価を行 た.
2.1 モーダル解析
2.1.1 解析と実験 条件
解析モ ルを Fig.1 に示す.解析モ ル 600ェ800 mm
板材(厚さ4.5mm)2枚を,L アングル材 50 ェ50
ェ5 4本 高さ300,600mmに固定した架 状 ,アン
グル 底部 850ェ850 板 厚さ6 に固定さ て
いる.また2枚目 板中央に 100mm立方 ロックを載
Table1 に 示 す お 架 ロ ッ ク も に ヤ ン グ 率
205GPa, アソン比0.29,密度7.85g/
3
した.
Fig.1 モ ル解析モ ル
Table 1 モ ル解析材料物性値
ヤング率 GPa 205
アソン比 0.29
密度 g/cm
3 7.85
こ モ ル に 対 し 拘 束 フ 設 定 モ ル 解 析 を
行い,モ 次数 15 ま 固有値 そ モ 形状を求
めた.今回 解析に いて,各公設試 使用した CAE シス
テムをTable 2に示す.
Table 2 各県 解析ソフト
機関 解析ソフト
大分 ANSYS Ver 17
山口 Marc 2003
福岡 SolidWorks Simulation 2016
長崎 SolidWorks Simulation 2015
沖縄 ANSYS Ver 17.1
島根 ANSYS Ver 17
鳥取 ANSYS Ver 17
また,実際にモ ル 同形状 サンプルを作成し,天井
ら吊 た状態 加速度センサを取 付け,加振用ハ
ン に る打撃試験 固有値計測を行 た.計測ロ
オン社SA-02A4を用いた.Fig.2にそ 様子を示す.
Fig.2 固有値計測実験 様子
2.1.2 解析と実験 結果
大分県 モ ル解析結果 モ 形状をFig.3に示す.
お,ANSYS 拘束フ 設定におけるモ ル解析
,モ 1 ら6において 剛体モ ,7が実
質1次モ る.
a) モ 7 b) モ 8
c) モ 9 d) モ 10
e) モ 11 f) モ 12
g) モ 13 h) モ 14
i) モ 15
Fig.3 モ 形状 大分県
次い Table 3 に各県 モ ル解析 結果を,Fig.4
にそ グラフを示す.各県 もに各次数における周波数
近い値 たが,山口県 が異 た傾向を示した.
山口県 解析システム Marc モ ルを完全に拘束フ
する設定が行え いため,剛性 低い節点を設けて
モ ルを ンクさせ,疑似的 拘束フ して解析を試
Table 3 各県 モ ル解析結果 Hz
Fig.4 各県 モ ル解析結果比較
また打撃試験において ,23.6Hz,31.4Hz,55.8Hzにお
いて顕著 ピ クが見ら た.こ モ 次数8 11 14
に相当している 思わ ,解析結果 近い値 てい
る.
2.2 周波数応答解析
2.2.1 解析と実験 条件
モ ル 解 析 お び 打 撃 試 験 に 用 い た モ ル サ ン プ
ルを用い,周波数応答解析 振動試験機に る振動試験を
行 た.モ ル形状お び実験 解析 評価 イントを
Fig.5に示す. イント ~ 板 長手方向辺 中央部,
そ 板 裏面 中央部 ある.解析時 最
面を完全固定 し,Table 4に示す条件 周波数応答解析
を行 た後に,評価点 ~ に いて固有値における上
方向 変位量を求めた.振動試験 IMV社製i230/SA2Mを
用いてTable 5に示す条件 行い た.また高速度カ ラ
評価点 ~ 部 カを撮影し,映像解析に 上
方向 変位量を測定した.Fig.6に試験時 様子を示す.
Fig.5 周波数応答解析モ ル 評価点
Table 4 周波数応答解析条件
振動数 (Hz)
加速度
(mm/sec2) 加振方向 一定減衰比
0~35 2942 Z軸方向 0.01
Table 5 振動試験条件
試験項目 垂直振動
試験範 (Hz) 5~30
加速度(mm/sec
2) 2942
Sweep時間(sec) 60
Fig.6 振動試験 様子
2.2.2 解析 実験 結果
Fig.7に振動試験における評価点 ~ 変位測定結果
グラフを示す.グラフ 変位 基準位置 ら 方向
振 幅を取 ているため,基準値を差し引いた半分 値を
解析値 比較した.Table 6 に測定結 果お び解析 得ら
た評価点 変位量を示す. お 解析において完全固
定面 して変位 発生し いため,比較 お び にて
行 た. 10
20 30 40 50 60 70
5 10 15 20
周波数
Hz
モ 次数
大分 山口 福岡 長崎 沖縄 鳥取 島根 次
数
大分 山口 福岡 長崎 沖縄 鳥取 島根
7 21.71 24.48 22.09 21.46 23.08 21.86 21.45
8 23.26 27.40 23.76 22.50 24.02 23.52 22.33
9 25.77 30.07 26.41 25.34 27.58 26.10 25.29
10 26.62 31.74 27.14 26.84 28.26 26.81 26.30
11 32.04 34.95 32.84 31.17 33.60 31.96 31.38
12 37.71 35.56 38.46 36.96 39.36 38.01 37.23
13 50.63 38.42 51.42 49.76 52.01 51.11 49.41
14 55.44 39.11 56.88 54.70 57.91 55.55 54.61
Fig.7 高速度カ ラに る変位測定結果
Table 6 振動試験 解析に る変位比較
評価点
解析周波数
(Hz)
Z変位量解析値 測定周波数
(Hz)
Z変位量測定値
mm 21.984 6.7913 22 5.4
31.469 0.1341 29.4 0.179 21.984 0.2018 22.2 0.318
31.469 4.2825 29.2 3.32 21.984 0.2549 ‐ ‐
31.469 5.4235 ‐ ‐
21.984 9.0172 ‐ ‐
31.469 0.1803 ‐ ‐
Table 6 ,評価点 お び に いて,そ 22Hz
30Hz 付近にて解析値 測定値 もに大 傾向を示し
ている.わ やすく比較するために,評価点 結果を
も に,一定減衰比を0.01 ら0.126へ変更した解析結
果をTable 7に示す.
Table 7 振動試験 解析に る変位比較2
評価点
解析周波数
(Hz)
Z変位量解析値 測定周波数
(Hz)
Z変位量測定値
mm 21.984 5.39 22 5.4
31.469 0.13 29.4 0.179 21.984 0.173 22.2 0.318
31.469 3.40 29.2 3.32
Table 7 数 以上 比較的大 変位が生 る評価
点 に お い て , 減 衰 比 を 調 整 す る 解 析 測 定 値 誤 差 が
数%に収ま ,解析値 測定値 相対的 比が近い結果
た.一方 コン 1 小さ 変形が生 る部分に
おいて 誤差が大 く ている.高速度カ ラ 測定
精度等 実験上 誤差 ,解析モ ルに る差異 影響に
る も 把 握 す る こ が , 今 後 検 討 課 題 考 え ら
る.
3. 構造物 熱応力解析
自 動 車 や 航 空 機 エ ン ン 高 温 環 境 使 用 が 想
定さ る製品に いて ,耐荷重性に加えて使用時 温度
分布状況も考慮した設計が行わ る.また温度上昇に伴い,
製品に 熱膨張に る熱応力が生 うるため,熱応力に対
する耐荷重性 も評価し け ら い.CAE 伝熱解
析に 得ら た温度分布状況を熱荷重 して用い,熱応
力発生 構造解析を実施 るも があ 伝熱‐構
造連成解析 称 呼 る ,センタ 所有する
ANSYS もそ 機能を有している.
し し 製 品 温 度 分 布 常 に 一 定 状 態 に あ る 限
ら ,加熱開始や終了時,様々 外乱要因等に 刻々
周辺 熱環境 変化する.そ ため熱応力解析においても,
定 常 状 態 応 力 け を 評 価 し た 場 合 に 応 力 ピ ク
値を見逃すおそ がある.今回 時刻歴 温度分布 ら
びに熱応力解析を行い,定常状態 応力 比較した.
3.1 解析条件
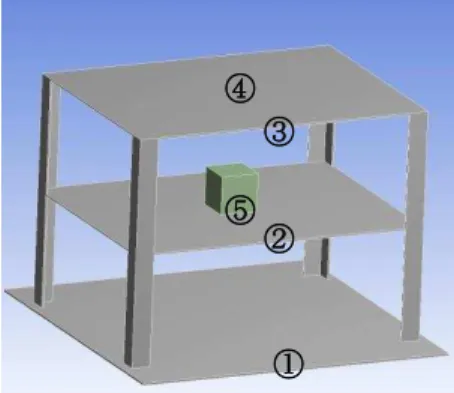
Fig.8に解析モ ルを示す.側面中央にφ2.5 直行し
た穴を持 30ェ30 mm 板材(厚さ 3.5mm)中央に,φ4.3
高さ6mm 柱があるモ ル 1/4形状 した.
面に温度350℃を設定し,周辺温度 部品初期温度
20℃,部品 面 穴内面以外 面に熱伝達率 40W/m
2 K
を設定した.応力解析 境界条件 部品 面 中心1 点を
完全固定した. お材料物性値に いて ,高温環境
も汎用的に用いら るこ 多いステン ス材料,また比
較 して熱伝導率 著しく低い磁器材料を想定し, IDAC
ANSYS 材 料 特 性 タ ベ ス 引 用 し た.物 性 値 を
Table 8に示す.
Fig.8 1/4熱応力解析モ ル
0.1 1 10 100
5 10 15 20 25 30 35
変位
(mm)
周波数 (Hz)
Table 8 熱応力解析 材料物性値
物性 SUS304 磁器
ヤング率(GPa) 190 220.6
アソン比 0.29 0.22
線膨張係数(1/K) 1.8ェ10
-5 1.08 ェ10
-5
引張強さ(MPa) 517 172
熱伝導率(W/m・K) 16.2 1.5
比熱(J/kg・K) 500 878
密度(g/cm
3) 8.00 2.3
解析環境 記 お した.
ソフトウ ア:ANSYS 17.1
要素タイプ:四面体2次要素
要素数:15754
節点数:27386
時間ステップ:温度計算時 自由時間ステップ
最小0.01秒,最大0.1秒
3.2 解析結果
Fig.9 に 定 常 状 態 に お け る 温 度 分 布 コ ン タ 図 を ,
Fig.10に最大主応力 コンタ 図を示す.またそ
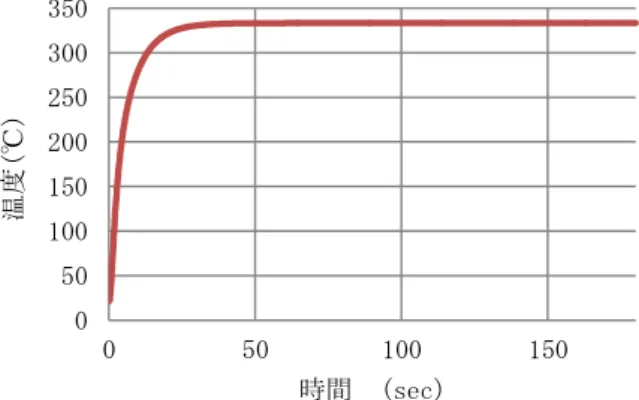
材 料 に い て , 評 価 点 に お け る 温 度 推 移 を Fig.11
Fig.12に,最大主応力 推移をFig.13 Fig.14に示す.
a)SUS304(評価点333.2℃ b)磁器(評価点240.2℃
Fig.9 定常状態 温度分布
a)SUS304(評価点29.4MPa) b)磁器(評価点112.4MPa)
Fig.10 定常状態 最大主応力分布
Fig.11 評価点における温度推移(SUS304)
Fig.12 評価点における温度推移(磁器)
Fig.13 評価点における最大主応力推移(SUS304)
Fig.14 評価点における最大主応力推移(磁器)
0 50 100 150 200 250 300 350
0 50 100 150
温度
(
℃
)
時間 (sec)
0 50 100 150 200 250 300
0 50 100 150
温度
(
℃
)
時間 (sec)
0 50 100 150 200 250 300 350
0 50 100 150
最大主応力
(
M
P
a
)
時間 (sec)
0 50 100 150 200 250
0 50 100 150
最大主応力
(
M
P
a
)
時間 (sec) 最大値:315.41MPa
3秒,温度約157℃
最大値:206.16MPa
定常状態において ,磁器材料が 100MPa 以上 主応力
が生 ている に対し,SUS304 30MPa以 ある.し
し 時 刻 歴 解 析 評 価 点 温 度 ら び に 主 応 力 推 移
,SUS304 加熱開始後数秒 定常状態 10倍以上
主 応 力 が 生 て い る.一 般 的 SUS304 降 伏 応 力
250MPa前後 あるため,今回 モ ルにおいて 定常状態
評 価 し た 場 合 に 熱 応 力 に 対 し 一 見 余 裕 が あ る 設 計
あるが,実際に 降伏変形が発生しうる設計 あるこ が
わ る. また解析開始後 5 秒 降伏応力を 回 ている
うに,材料物性 形状に て 最大応力 生 る時間
が非常に短く る スが起こ うるため,評価する時刻
歴間隔を可能 限 細 く設定するこ が肝要 ある.
4. まとめ
九州 CAE 研究会における共通課題, 構造物 周波数応
答解析 ,熱応力解析 を行 た結果,以 結論を得た.
1) モ ル解析において,モ ル拘束フ 設定が不
可能 ソフトもあ ,そ 場合固有値が大 く異 る.
2) 構造物 周波数応答において,変形挙動 大 モ
変位量 ,実験 解析 近い値が得ら た.
3) 構造物 周波数応答解析において,微小 変形挙動
モ 変位量 誤差が大 た.実験 解析い
影響に る 今後 検討課題 ある.
4) 熱応力解析において,時刻歴 解析 定常状態を
大 く上回る応力が生 るこ がある.
参考文献
天 然 物 由 来
有 機 系 フ
イ バ
調 製 及 び 応 用 に 関 す る 研 究
― セ ル ロ ー ス ナ ノ フ ァ イ バ ー シ ー ト 作 製 と そ SEM観 察 ―
柳 明 洋
* *
工 業 化 学 担 当
Preparation and Application of Bio-based fibers
Preparation Methods of Cellulose nanofibers Sheet and its SEM Observation
Akihiro YANAGI *
*Industrial Chemistry Section
要 旨
セ ル ロ ス フ イ バ CNF , 内 が 議 決 定 し た 日 本 再 興 戦 略 改 訂2016に 木 質 バ イ オ ス 利 用 促 進 や 、 セ ル ロ ス フ イ バ 鋼 鉄 同 等 強 さ を 持 一 方 、 重 量 5 分 1 い う 特 徴 を も
超 微 細 植 物 結 晶 繊 維 国 際 標 準 化 製 品 化 に 向 け た 研 究 開 発 、 中 略 を 進 め る . 明 記 さ て い る 項
目 一 あ る . セ ル ロ ス フ イ バ , 持 続 型 資 源 あ る 森 林 資 源 を 主 出 発 原 料 し て お , 枯 浵
が 懸 念 さ る 化 石 資 源 ら 転 換 い う 意 味 も 注 目 を 集 め て い る . 一 方 , 大 分 県 豊 森 林 が あ , 持 続
型 資 源 に 恵 ま て い る . こ ら 状 況 を け て , セ ル ロ ス フ イ バ に 関 す る 研 究 開 発 に い て 昨 年 度
本 格 的 に 調 査 及 び 検 討 を 開 始 し た . 今 年 度 , セ ル ロ ス フ イ バ 用 途 開 発 に け た 基 礎 的 検 討
た め 知 見 蓄 積 し て セ ル ロ ス フ イ バ シ ト 化 及 び そ SEM観 察 を 行 た .
1. じめに
近年,生物由来 有機系 フ イバ セルロ ス
フ イバ ,キチン フ イバ が材料分
释 注目を集めている.こ ら 木竹材や酢酸菌が生成
するセルロ スやカニやエビ 殻類 殻 に含
ま るキチン 天然多糖高分子 成 , サイ
幅をも 微小 繊維状物質 ある.こ ら 材料
サイ あるため,バルク 状態 異 る特徴を
持 こ が明ら に て た.
また,化石資源 枯浵に いて ,数十年来,不安視
さ てお ,持続型資源へ 期待 高ま ている.日本
,国土 7割を森林が占め,豊富 資源を有している
ため,こ 森林資源 一部をセルロ ス フ イバ
して 新た 利活用が可能に ,持続型社会 実
現 に 大 く 寄 与 す る . こ う 背 景 を も に , セ ル
ロ ス フ イバ Fig. 1 ,内 が 議決定し
た 日本再興戦略 改訂 2016 に 木質バイオ ス 利
用促進や、セルロ ス フ イバ 鋼鉄 同等 強
さを持 一方 、重量 5分 1 いう特徴をも 超微
細植物結晶繊維 国際標準化 製品化に向けた研究開
発 、 中 略 を 進 め る . 明 記 さ る 項 目 一
ている.